Круги отрезные и зачистные армированные



























































Отрезные круги: типы, особенности, как выбрать.
Отрезные круги для ручных УШМ бывают двух типов — тип 41 и тип 42. Тип 41 – это плоские диски. Прямой профиль лучше передает усилие, и работнику проще следить за ориентацией круга по отношению к обрабатываемой детали. Тип 42 имеет утопленную втулку (центр). Такой чашечный круг позволяет сделать рез практически вплотную к стене. Наиболее популярными как у производителей, так и у потребителей являются плоские отрезные круги по металлу 41 типа.
Абразивную отрезную «расходку» выпускают для резки не только по черному металлу, но и по нержавейке, камню, цветным металлам и даже в универсальном варианте. Материал, который предстоит резать, является маркером при выборе отрезного круга.
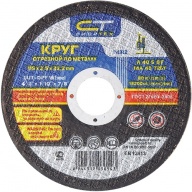
О маркировке. На самом отрезном круге указывают:
- размеры - внешний и посадочный диаметр (22,23мм);
- толщину круга;
- срок годности или дату производства (на стальном внутреннем кольце);
- назначение;
- требования по технике безопасности;
- спецификацию.
Внешний диаметр фактически указывает на класс (тип) болгарки, для которой предназначен данный круг – 115, 125, 150, 180, 230 мм.
Многие производители указывают состав круга в сокращенном виде. Обычно это надпись типа - A54SBF (но могут быть и другие варианты). Первый символ — тип абразивного зерна (А — нормальный электрокорунд, AS — белый электрокорунд), цифра (54) — размер зерна, S — твердость (по европейской схеме обозначений, в России может использоваться маркировка Т1, Т2 и т. д.), В — бакелитовая связка, F — наличие упрочняющих элементов (стеклосетки).
Маркировка инструмента – тема пространная, однако некоторые производители, например «Луга» или «Исма», облегчают жизнь и указывают правила своей маркировки и всю информацию для конкретных типов кругов на своих официальных сайтах.
Виды абразивов для отрезных кругов.
- Нормальный электрокорунд (окись алюминия) идет на круги для резки черных металлов. Импортная маркировка «STELL».
- Круги с белым электрокорундом - окисью алюминия, но без железа, серы и хлора в составе в виде примесей предназначены для резки нержавейки. Процент содержания оксида алюминия в нем доходит до 99%. Белый электрокорунд не дает такого прижога, как нормальный. Именно поэтому его используют для производства кругов для резки нержавейки. Импортная маркировка «INOX».
ВАЖНО: для нержавеющей стали прижог недопустим. При перегреве выгорают легирующие добавки и нержавеющая сталь превращается в обычную, а по месту реза может начаться процесс коррозии. Это важно учитывать при выборе отрезного круга и внимательно читать информацию на упаковке.
Обратное применение, то есть использование универсальных кругов STELL + INOX, или с маркировкой только INOX для черных металлов допускается. Обычно при резке такими кругами черных металлов увеличивается величина резания одним кругом, но падает скорость резания. Кроме того, они дороже по стоимости.
3. Циркониевый электрокорунд. Имеет самое твердое зерно среди всех корундовых материалов. На его основе делают круги для резки и шлифовки рельс, а также для грубой обдирки. У них очень крупное и острое (!) зерно, что обусловлено его слоистой структурой. Сами круги очень твердые — это обуславливает их большой ресурс и производительность.
Появляются новые абразивные материалы, такие как режущая керамика и другие, свойства которых значительно превосходят традиционно используемые в производстве электрокорунды и карбиды.
Большинство производителей используют смесь различных абразивных материалов с разнообразными свойствами. Это позволяет добиться наиболее высоких результатов по сравнению с кругами, изготовленными из одного вида абразива.
Связки абразивных кругов. В абразивных кругах могут использоваться различные виды связок: металлическая, керамическая, вулканитовая и бакелитовая. Для производства отрезных и зачистных кругов используется только бакелитовая связка. Это смесь смол с различными свойствами, отвечающими за прочность, гибкость и эластичность, что особенно важно для тонких отрезных кругов.
Помимо собственно абразива и бакелитовой связки в состав круга входят наполнители различного назначения. У каждого производителя состав наполнителей варьируется и, конечно же, держится в строжайшем секрете.
Еще один важный элемент, входящий в состав кругов, — стеклосетка. Она придает необходимую прочность — без укрепления сетками круг неминуемо разлетится на части. Сетка также препятствует разрыву при боковых нагрузках, неизбежных при работе с УШМ. В отрезных кругах присутствует минимум две сетки, в зачистных – три.
Чем толще сетка, тем прочнее круг. Однако толщина сетки уменьшает количество абразива, соответственно, эффективность инструмента снижается. Производитель вынужден искать оптимальное соотношение толщины и прочности сетки, чтобы обеспечить достаточную производительность и прочность.
Как производят отрезные круги.
- В форму укладывается армирующая сетка, насыпается абразив со смолами и разравнивается до получения равномерного слоя.
- Накладывается еще одна сетка.
- Все спрессовывается и подвергается нагреву. Выбирая температуру и давление сжатия, производитель может сделать круг более пористым или более плотным. Пористый диск лучше режет, но имеет слабую стойкость, плотный - более стойкий, но его режущая способность хуже. Поиск идеальной структуры и является целью каждого производителя.
Чем тоньше диск, тем легче резка. Толстый круг испытывает большее сопротивление материала, а значит, резка потребует большего усилия. Тонкие круги режут значительно легче, быстрее и аккуратнее. Они меньше нагревают материал, но интенсивнее стачиваются. Такие диски— идеальны для маломощных или аккумуляторных моделей УШМ, а также для резки тонкой стали. Стандартная толщина для диска диаметром 125 мм составляет 2-2,5 мм. Тонкий вариант для диска того же диаметра — 1-1,2 мм. Бытует мнение, что тонкие отрезные диски по металлу легко сломать на ходу, поэтому многие побаиваются их покупать. «МИР ИНСТРУМЕНТА» рекомендует: выбирайте толщину круга исходя из удобства и из вашего опыта работы эти инструментом. Если заготовка хорошо закреплена и удобно располагается, то круг можно взять более тонкий. Если вы занимаетесь, к примеру, демонтажом и работаете в труднодоступных местах, то лучше взять круг стандартной толщины.
Отрезные круги применяют только для резки, боковое шлифование такими кругами категорически запрещено. Если же необходимо обработать небольшие плоские поверхности, нужно использовать зачистные круги (тип 27). Их достаточно легко отличить невооруженным глазом: имеют толщину от 6 до 10 мм, также производятся с утопленным центром.
Маркировка, состав и технология изготовления зачистных кругов по металлу полностью аналогичны отрезным дискам.
ТРЕБОВАНИЯ КАЧЕСТВА И БЕЗОПАСНОСТИ ОТРЕЗНОГО КРУГА
Линейная скорость вращения круга составляет 80 м/с (на краю) – указана на каждом отрезном круге. Требования по безопасности гласят, что необходимо работать УШМ только с защитным кожухом, круг должен соответствовать типоразмеру УШМ. Нельзя использовать воду и боковое шлифование.
Отрезные круги, несмотря на все свои преимущества, имеют один существенный недостаток: за счет высоких скоростей резания они очень травмоопасны. Именно поэтому практически все производители помимо достижения хороших режущих свойств большое внимание уделяют безопасности работы с диском.
Внимание: перед работой необходимо внимательно осмотреть отрезной круг. Не допускается использование инструмента с любыми механическими повреждениями (сколами, трещинами, заметным отклонением размеров).
Факторы производства, влияющие на безопасность продукции:
- Современное оборудование – дает возможность производить ровные и прямые диски
- Качественные материалы для стеклосетки и смол.
- 100% контроль продукции на дисбаланс
- Наличие лаборатории для проверки качества.
Как выбрать отрезной диск?
Выбирая диск, нужно ответить на 3 вопроса.
- Какой материал вы будете резать?
- Какая у вас болгарка?
- Наличие опыта работы с режущим инструментом.
Зачастую во время покупки мы сталкиваемся с выбором: денежная выгода или качество продукта. Рынок предоставляет большой выбор продукции в различном ценовом диапазоне. Но это лишь иллюзия настоящего выбора. Профессионалы используют такое понятие как стоимость одного реза. К примеру, диск стоит 20 рублей и делает 20 резов, а другой диск стоит 40 рублей, но делает 50 резов. В итоге стоимость реза дешевым диском 1 рубль, а дорогим 80 копеек. Неоспоримым преимуществом дорогих дисков является их надежность, что немаловажно при работе с УШМ. «МИР ИНСТРУМЕНТА» рекомендует совершать взвешенный выбор и не забывать о собственной безопасности при работе с режущим инструментом.
 Средства индивидуальной защиты
Средства индивидуальной защиты Товары первой необходимости
Товары первой необходимости Слесарный инструмент
Слесарный инструмент Столярный инструмент
Столярный инструмент Измерительный инструмент
Измерительный инструмент Автомобильный инструмент
Автомобильный инструмент Крепежный инструмент
Крепежный инструмент Садовый инвентарь
Садовый инвентарь Режущий инструмент
Режущий инструмент Отделочный инструмент
Отделочный инструмент Силовое оборудование
Силовое оборудование Прочий инструмент
Прочий инструмент